Kanten (ook wel zetten of buigen) is een veelgebruikte techniek binnen de plaatbewerking om van vlak plaatwerk een 3D product te maken. Het principe van kanten is het plaatmateriaal buigen, door met veel kracht de stempel in de matrijs te drukken. Wij hebben bij Hoekman Roestvaststaal de beschikking over vier LVD Easy Form CNC-kantbanken om mee te kanten. Twee daarvan zijn gepositioneerd in een geschakelde opstelling, zodat gezamenlijk een zetlengte van 7 meter kan worden gehaald. Hoewel ons specialisme ligt binnen het materiaal rvs, vervaardigen wij ook staal en aluminium zetwerk.
Kanten als tweede stap in het productieproces
Kanten of zetten, is het plastisch vervormen van het plaatmateriaal door het met grote kracht te buigen. Kanten is een niet verspanende metaalbewerking, die het mogelijk maakt om de plaat te vervormen in bijna elke gewenste hoek. Het is bij ons vaak de tweede stap in het productieproces als het gaat om het bewerken van plaatmateriaal. Wanneer de gewenste contour uit de plaat is gesneden door middel van lasersnijden, wordt het plaatmateriaal van zettingen voorzien om de gewenste vorm te bereiken. Door gebruik te maken van deze bewerkingstechniek, is het mogelijk om zonder te lassen, het gewenste product te realiseren. Een constructie kan zo worden opgebouwd uit minder onderdelen en/of uit onderdelen die om minder intensieve bewerkingen vragen. Dit is interessant voor de doorlooptijd en de kostprijs van het metaalproduct.
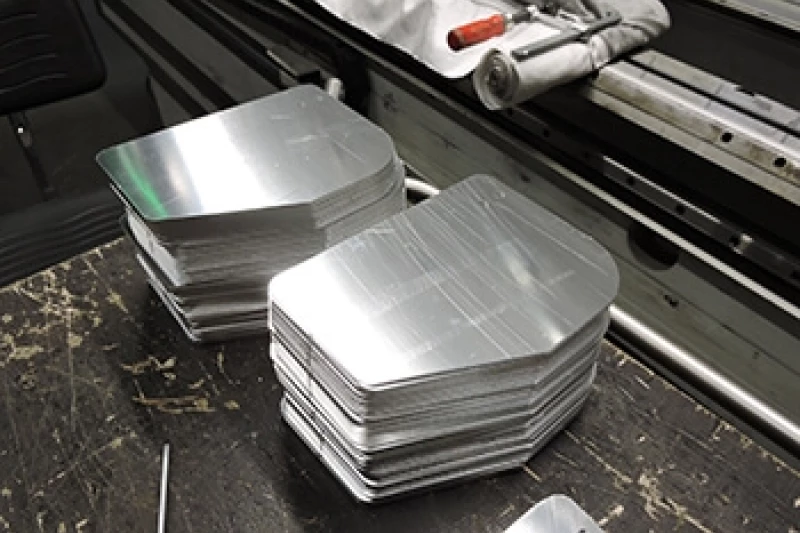
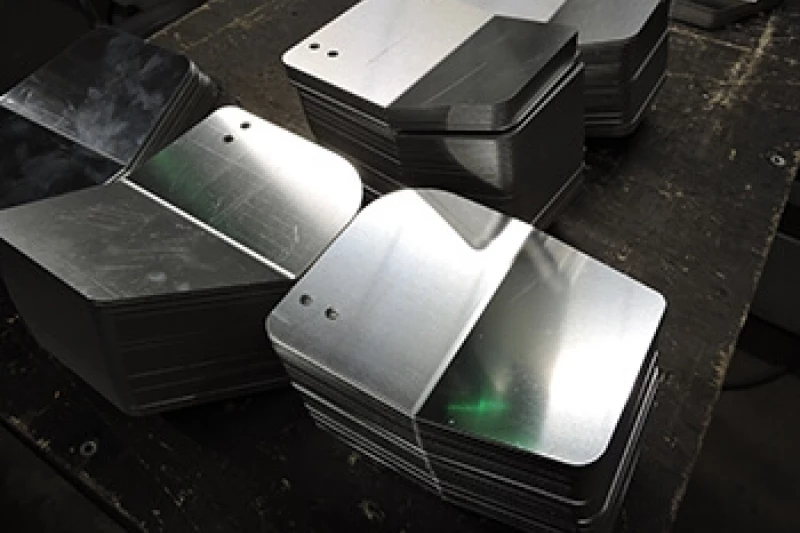
Links: Voor het zetten. Rechts: Na het kanten
Het principe van CNC-Kanten
Tijdens het kanten wordt de plaat aan de buitenzijde gerekt en aan de binnenzijde gestuikt. De mate waarin dit gebeurt, is afhankelijk van de afmeting van de plaat en de hoekradius. In de onderbalk van de machine wordt een matrijs (ook wel groef) ingeklemd. Hier komt de te buigen plaat op te liggen. In de bovenbalk van de kantbank zit een stempel, ook wel mes, ingeklemd. Doordat de bovenbalk en de onderbalk, ook wel wangen genoemd, onder grote druk de plaat klemmen, buigt deze in een hoek. De zethoek wordt bepaald door de diepte van de indrukking van het de stempel in de groef. CNC-kanten geeft aan dat het kanten met een computergestuurde kantbank gebeurt. CNC staat voor Computer Numerical Control.
Messen, stempels en matrijzen bij het kanten
De stempels en matrijzen die worden gebruikt tijdens het kantproces in combinatie met de kracht waarmee geperst wordt, zorgen voor een onderling verschil in het eindresultaat. Afhankelijk van het gewenste resultaat en het te bewerken materiaal wordt er een keuze gemaakt. Het plastisch deformeren ontstaat door middel van het buigmoment waarbij de bovenmatrijs met kracht in de ondermatrijs wordt gedrukt. De bovenmatrijs wordt ook wel stempel of mes genoemd. De bovenmatrijs is vaak in de vorm van een mes. De ondermatrijs is meestal in de vorm van een V, deze wordt ook wel groef genoemd. De standaard matrijzen voor de meest voorkomende zettingen zijn toepasbaar op onze kantbanken. Ook hebben wij eigen speciaalgereedschap en is het mogelijk om gereedschappen op maat te maken, als hier vanuit onze klant vraag naar is.
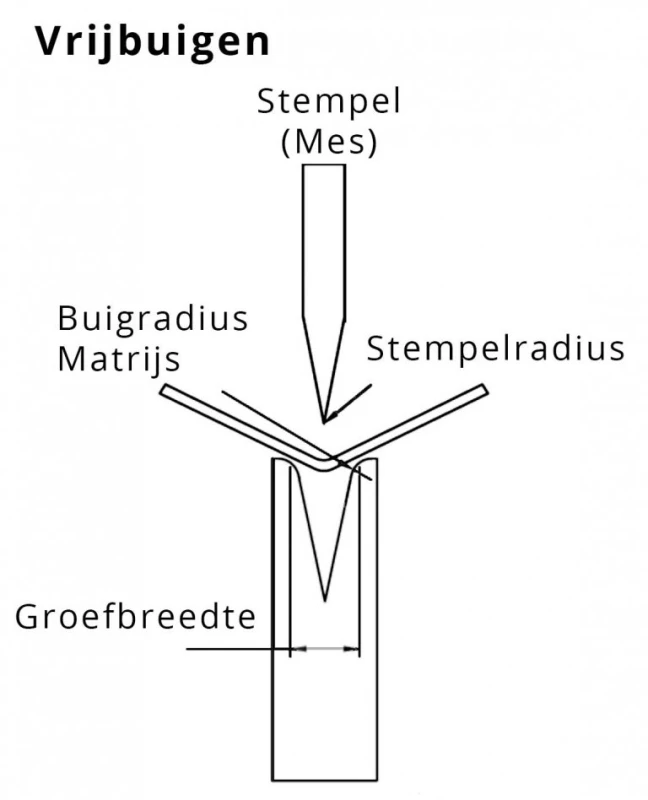
Er een grote variëteit in mogelijke zethoeken. De lengte van een zetting wordt bepaald door de achteraanslag. De radius van de kanthoek wordt bepaald door de geometrie van het mes en de groef. Bij kanten en zetten wordt onderscheid gemaakt tussen verschillende bewerkingen, als:
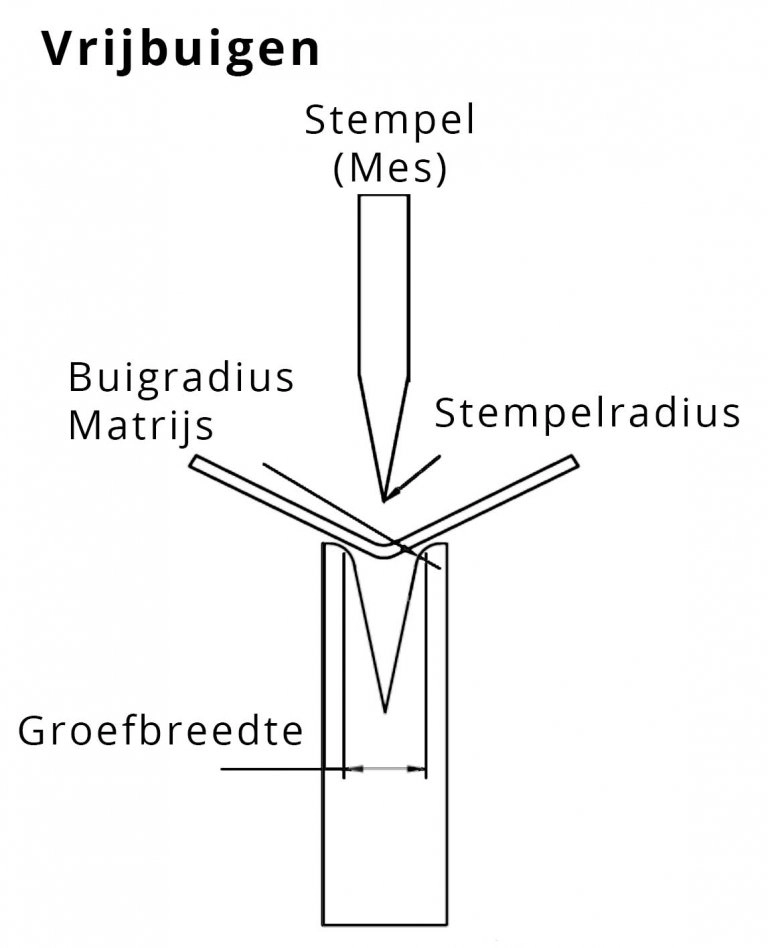
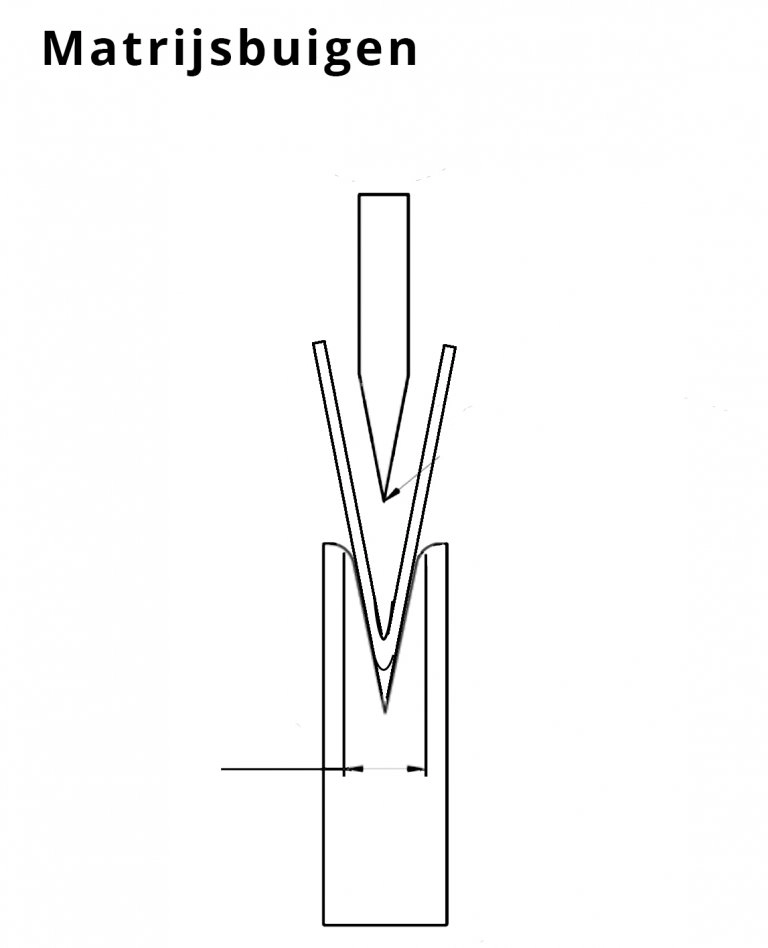
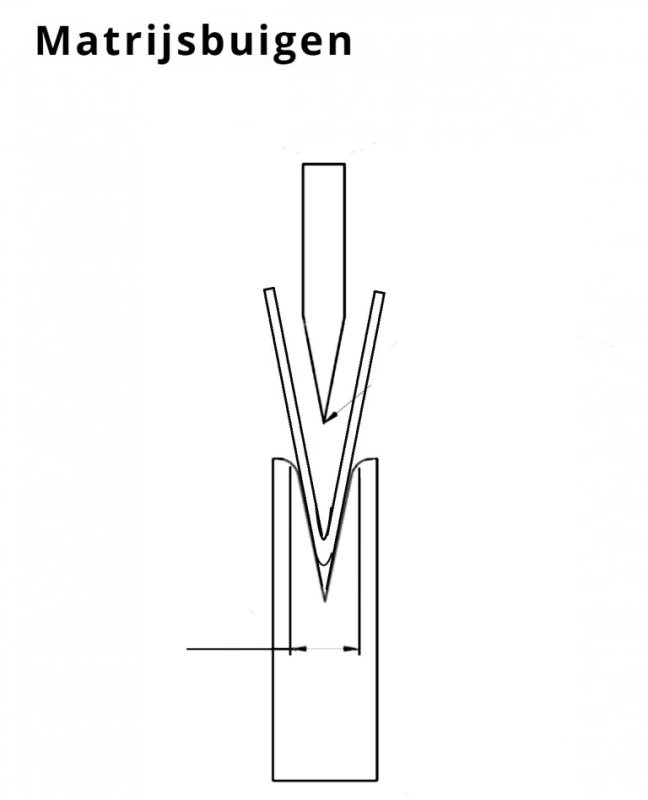
De meest voorkomende techniek is vrijbuigen. Bij vrijbuigen wordt de plaat niet helemaal tot onderin de matrijs gedrukt. Bij matrijsbuigen gebeurt dit juist wel. Bij matrijsbuigen is dan ook meer perskracht nodig. Bij stapzetten (facetkanten of radiuszetten) wordt op verschillende posities in de plaat steeds in kleine stapjes een buiging gemaakt. Hierdoor is het mogelijk om een ronde vorm in het plaatwerk te buigen. Dit principe wordt gebruikt als de ontwerper van het product een grote radius heeft vastgesteld, waar het benodigde mes niet voor in huis is.
Voordelen van kanten
Het aantal lassen kan worden beperkt door het plaatwerk te buigen. ✓ Geen extra nabewerking nodig, zoals bij lassen vaak wel het geval is ✓ Geen extra arbeidsuren ✓ Snelle, schone bewerking ✓ Geen materiaalverlies
Door een constructie op te tekenen uit kantwerk, in plaats van koker- en buisprofielen kan het constructiewerk mogelijk steviger, eenvoudiger en goedkoper uitpakken. In samenwerking met onze klant Laqcuey hebben wij een constructie gereëngineerd om deze voordelen maximaal te benutten.
Waar moet u op letten bij kanten?
Er zijn veel factoren waar rekening mee moet worden gehouden bij het kanten. Bij het verkeerd uitvoeren bestaat er kans op beschadiging of scheurvorming. Een verkeerde zetvolgorde kan betekenen dat de gevraagde toleranties niet haalbaar zijn.
Belangrijk bij het buigen is de verhouding tussen de groefbreedte en de plaatdikte en de bijbehorende inwendige productradius. In de regel wordt de verhouding groefbreedte = 8 x plaatdikte gehanteerd. Voor de bijbehorende radius geldt:
Standaard groef (8 x s) Ri = 1.2 x s Groef kleiner Ri = s Groef groter Ri = 1.5 x s
Vermeld de radius specifiek, als de nauwkeurigheid ervan belangrijk voor is!
Scheurvorming op de zetlijn
Wanneer er sprake is van kleine kantradius of een scherpe buighoek, bestaat de kans dat de rek aan de buitenzijde van de plaat te groot wordt, met scheurvorming als gevolg. De rek hangt af van de plaatdikte en de zetradius.
Schuine snedes en gaten in de vervormingszone
Verder kan er sprake zijn van de vervorming van sneden en gaten die in de nabijheid van de zetting zijn getekend. Om uitstulping te voorkomen, moeten de gaten op voldoende afstand van de zetlijn worden getekend.
De minimale afstand berekenen gaat met de volgende formule:
Voor ronde gaten: Ymin= Ri + 2 x S Voor rechthoekige gaten: L ≤ 25: Ymin = Ri + 3 x S en/of L > 25: Ymin = Ri + 4 x S Waarin: Ri = Inwendige radius, S = Plaatdikte, L = Gatlengte
Wanneer u niet zelf over de kennis of tijd beschikt kunt u het product door onze engineers/tekenaars op laten tekenen. Heeft u hulp nodig of vragen over bijvoorbeeld de buigradius, de K-factor bij het buigen of het berekenen van de plaatuitslag, dan helpen wij u graag verder.
Onze kantperscapaciteit
In 2017 hebben wij onze kantperscapaciteit verhoogd met de aanschaf van een geschakelde LVD opstelling. Hierdoor zijn de mogelijkheden voor kanten bij Hoekman Roestvaststaal:
✓ Perskracht tot 220 ton ✓ Plaatwerk kanten van 10 mm tot 7 mm lang ✓ Plooinauwkeurigheid tot +/- 0,3 graden
Kantwerk snel in huis
Als rvs-bewerker zijn wij gespecialiseerd in het zetten/kanten van roestvaststaal, maar wij zetten ook aluminium. Door een hoge mate van automatisering van onze productieprocessen met software-systemen (als CADMAN-B) zijn wij in staat snelle doorlooptijden te realiseren. Zodoende kunnen we de kostprijs van enkelstuks en kleine series laag houden. Door gebruik te maken van ons online webportaal kun je zelf door middel van 3D-stepfiles een offerte aanvragen voor zetwerk, een snelle efficiënte en voordelige manier.