Aanleverspecificaties cnc-kanten
Voor online aanvragen
- Upload 1 onderdeel per bestand in STEP (geen complete samenstellingen)
- Teken schaal 1:1
- De bestandsnaam dient uniek te zijn, met minder dan 20 karakters
- De bestandsnaam mag geen leestekens bevatten
- Upload altijd een PDF-werktekening mee met dezelfde bestandsnaam als de STEP, met hierin extra informatie als zichtzijde, maatvoering, folie, slijprichting, insteekpositie etc., indien dit belangrijk is.
Of in de STEP-file de zichtzijde/foliezijde de kleur blauw meegeven - Maximale afmeting uitslagen 2980mm x 1480mm i.v.m. handelsafmeting van de plaat 3000mm x 1500mm en het snijbereik van de lasersnijmachine
- Houd rekening met de minimaal te snijden gatdiameter Ø per plaatdikte . Indien (boor- of tap)gaten kleiner zijn getekend, worden deze gegraveerd.
- De inwendige radius moet minimaal gelijk zijn aan de plaatdikte. Indien de radius groter is getekend, wordt deze automatisch teruggebracht naar radius plaatdikte en zo uitgevoerd.
- Zetwerk wordt aangeboden o.b.v. onze standaard buiggereedschappen.
- Bij tapgaten het gewenste aantal opgeven en een PDF-werktekening met dezelfde bestandsnaam mee uploaden.
- Tapgaten dienen als boorgaten getekend te zijn met een min. gatdiameter van 3,3 mm (M4) t/m een max. gatdiameter van 14 mm (M16).
- Bij verzonken gaten het gewenste aantal opgeven en een PDF-werktekening metdezelfde bestandsnaam mee uploaden. De aanvraag wordt niet automatisch afgehandeld, de afdeling verkoop beoordeelt de aanvraag en brengt handmatig de offerte uit.
- Hanteer minimaal 0.5 mm tussenruimte bij insnijdingen
- De hoekaansluiting van twee plaatdelen mag niet overlappend zijn in de uitslag
- Geen vervormingen in de plaat, anders dan wat met de kantbank is te zetten
- Afrondingen in de geometrie worden afhankelijk van de plaatdikte door de software gegenereerd
- Bij niet symmetrische toleranties, de contouren tekenen in het midden van het tolerantiegebied.
Teken een gat Ø 20.25 mm voor Ø20 -0/ +0.5 mm - De slijprichting kan worden aangegeven bij de functie ‘oriëntatie' of in de PDF. Indien niets is aangegeven, wordt de slijprichting vrij geïnterpreteerd (O).
Afwijkende aanvraag? Ontvang een persoonlijke offerte!
Is je aanvraag niet geschikt om online in te dienen, bijvoorbeeld omdat je gevraagde materiaalsoort of -dikte niet beschikbaar is? Of heb je een langere afmeting dan zetwerk dan 3000m lengte? Complexe vraagstukken of afwijkende toleranties? Wij beoordelen je aanvraag graag persoonlijk!
- Ander materiaal dan onze standaard materialen
- Langer dan 3000mm
(wel aan te vragen via het web, maar handmatige afhandeling en afwijkende levertijden) - Speciale wensen en eisen
Ontvang een persoonlijke offerte
Extra bewerkingen
Vraag je meer bewerkingen dan snijden, zetten, tappen, verzinken of ontbramen? Zet dan in de regel van
de aanvraag een vinkje bij “Extra bewerking”. Upload een PDF-file met dezelfde bestandsnaam als de step-file waarop de bewerking betrekking heeft. Het verkoopteam beoordeelt je aanvraag en voorziet je van een offerte op maat met de daarin de juiste bewerkingen toegevoegd. Het gevolg is wel dat de levertijden afwijken van de genoemde levertijden voor weborders.

Minimale maten per plaatdikte bij een zethoek van 90 º met standaard zetgereedschappen
| Materiaaldikte in mm | Kleinste zetmaat in mm | Buigradius RVS | Buigradius Staal | Buigradius Aluminium |
| 1 | 5,5 | 1,8 | 1,3 | 1,4 |
| 1,5 | 5,5 | 1,8 | 1,3 | 1,4 |
| 2 | 9 | 2,5 | 1,7 | 1,9 |
| 2,5 | 12 | 3,4 | 1,7 | 2,4 |
| 3 | 14 | 4,2 | 2,6 | 3 |
| 4 | 17 | 5 | 3 | 3,4 |
| 5 | 19 | 6,4 | 3,6 | 4,7 |
| 6 | 25 | 8,1 | 5,2 | 5,8 |
| 8 | 34 (staal 30,5) | 12,3 | 6,1 | 8,6 |
| 10 | 50 (staal 34) | 15,9 | 7,1 | 11,1 |
| 12 | 60 (staal 50) | 19,9 | 9,1 | 14 |
Zetgereedschappen
Wij kanten met onze standaard zetgereedschappen. Wel hebben we de kennis en kunde in huis om mee te denken over zetwerk met afwijkende radiussen of vormen. Zo is het bijvoorbeeld mogelijk om een valse knik toe te passen. Wij geven je graag persoonlijk advies.
Bekijk standaard zetgereedschappen
Buigzone en radius
De inwendige radius van de buigzone dient te worden getekend volgens bovenstaande tabel. Wanneer de radius kleiner is getekend, is de automatisch gegeneerde plaatuitslag niet bruikbaar. Zorg er voor dat de buigzone en de zijvlakken met elkaar corresponderen.
Goed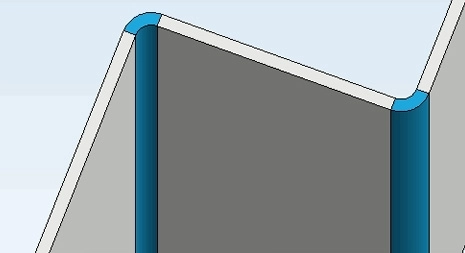
Fout
Scheurvorming op de zetlijn
Wanneer er sprake is van kleine kantradius of een scherpe buighoek, bestaat de kans
dat de rek aan de buitenzijde van de plaat te groot wordt, met
scheurvorming als gevolg. De rek is afhankelijk van de plaatdikte en de buigradius.
Bekijk scheurvorming op zetlijn
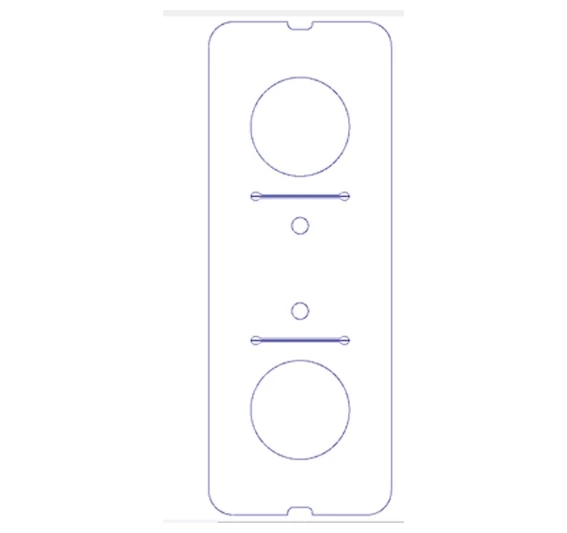
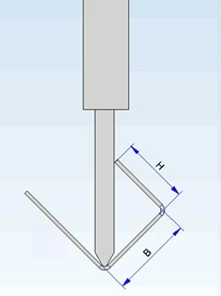
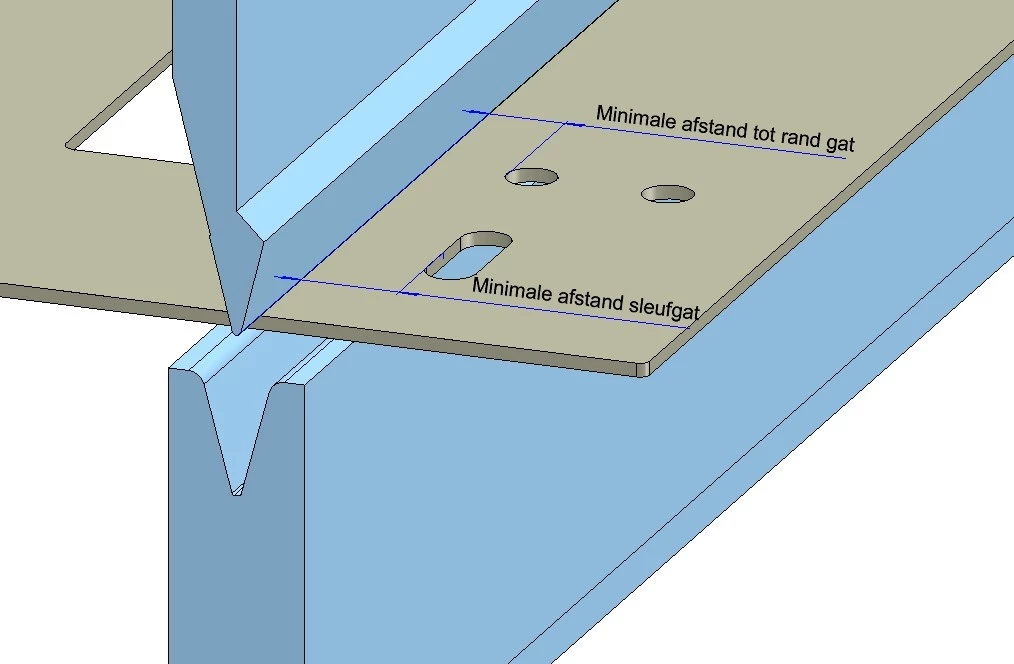
Gaten bij de zetlijn
Gaten dienen niet te dicht op de zetlijn te worden getekend om te voorkomen dat de gaten vervormen of uitbuiken. De kleinste zetmaat dient minimaal als afstand aangehouden te worden vanaf de zetlijn.
Bekijk afstand gaten tot de zetlijn
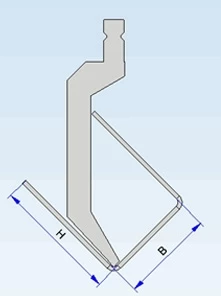
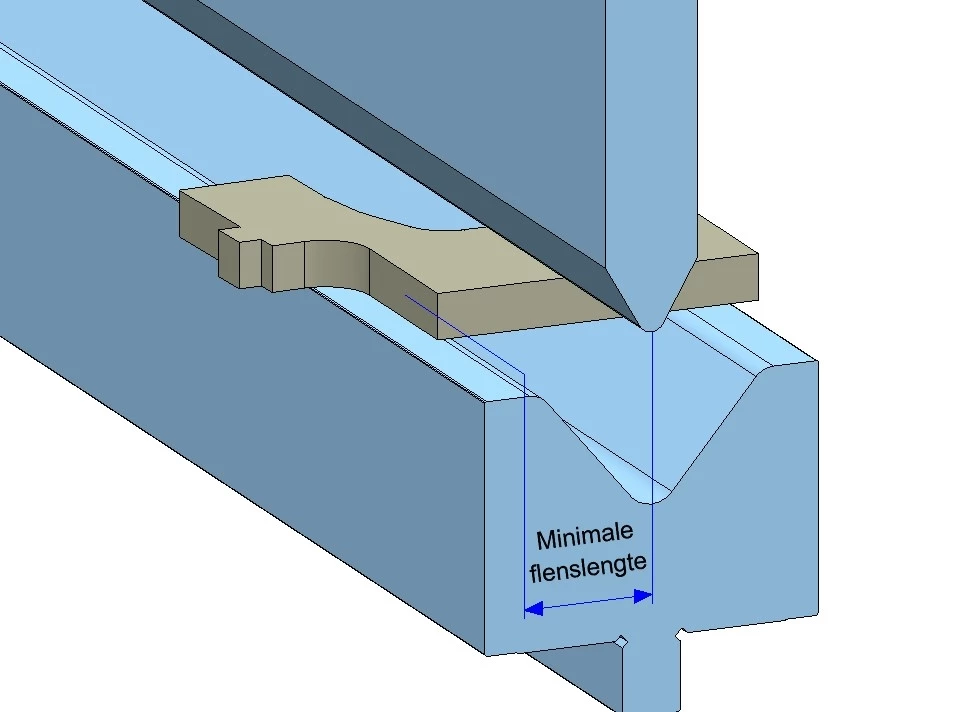
Minimale flenslengte op groef
Om een zetting te maken in het product op een bepaalde ondergroef, heb je rekening te houden met een minimale flenslengte. Ook is er voldoende afstand nodig tot aan een (sleuf)gat ten opzichte van de zetlijn.
Bekijk min. flenslengte op groef
Maximale zetlengte per plaatdikte voor rvs met onze zetgereedschappen
Met onze standaard buiggereedschappen is een maximale te zetten lengte haalbaar per plaatdikte. De maximale zetlengtes voor rvs hebben we in een overzicht gezet.
Bekijk max. zetlengte per plaatdikte in rvs
Inwendige buigradius bij hoek van 90°
per plaatdikte rvs 304
De te bereiken inwendige buigradius bij een hoek van 90° per plaatdikte in rvs 304.
Bekijk de buigradii bij hoek van 90° in rvs 304
Inwendige buigradius bij hoek van 90° per plaatdikte rvs 316
De te bereiken inwendige buigradius bij een hoek van 90° per plaatdikte in rvs 316.
Bekijk de buigradii bij hoek van 90° in rvs316
Inwendige buigradius bij hoek van 90° per plaatdikte aluminium
De te bereiken inwendige buigradius bij een hoek van 90° per plaatdikte in aluminium.
Bekijk de buigradii bij hoek van 90° in aluminium
Inwendige buigradius bij hoek van 90° per plaatdikte S235
De te bereiken inwendige radius bij een hoek van 90° per plaatdikte in staal S235
Bekijk de buigradii bij hoek van 90° in S235
Inwendige buigradius bij hoek van 90° per plaatdikte staal S355
De te bereiken inwendige radius bij een hoek van 90° per plaatdikte in staal S235
Bekijk de buigradii bij hoek van 90° in S355
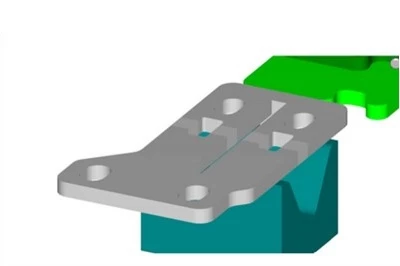
Uitsparingen half in de buigzone
Afhankelijk van de combinatie zetgereedschappen die wordt gebruikt, wordt de radius door de CAM-programmatuur aangepast. Zodra er een uitsparing midden in de radius is getekend, zijn de automatisch gegenereerde plaatuitslagen niet bruikbaar.
Goed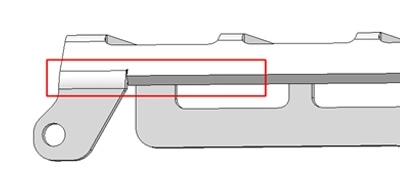
Fout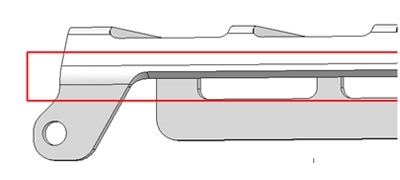
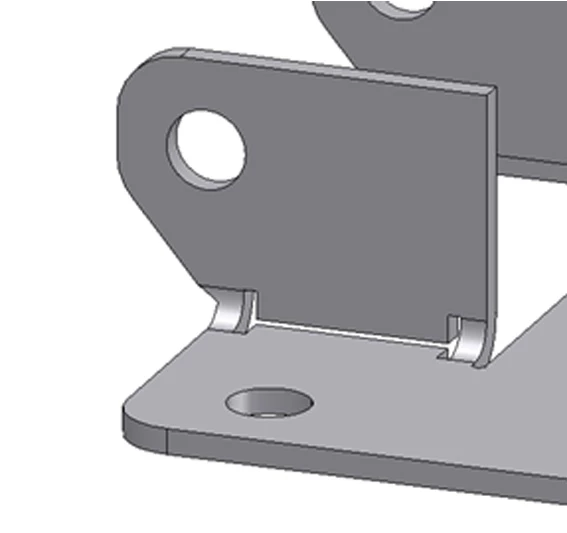
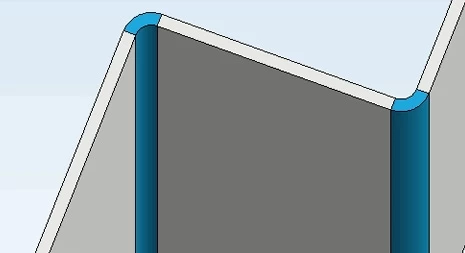
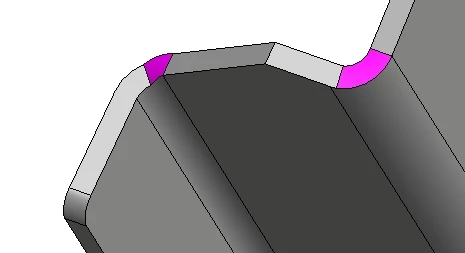
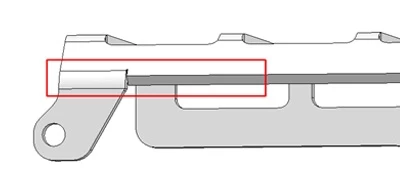
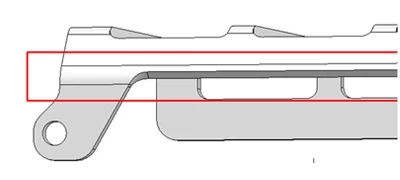
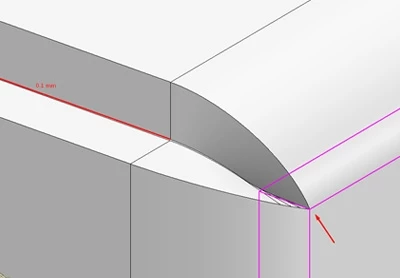
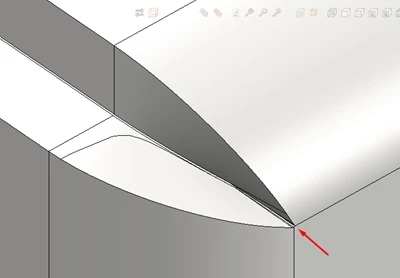
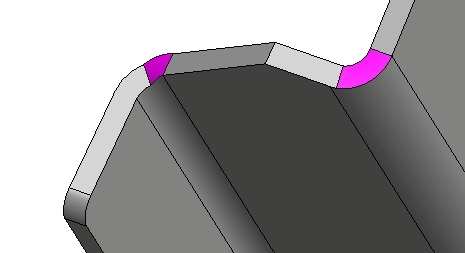
Hoekaansluiting van twee plaatdelen
Bij hoeken die samenkomen dient er tussen de flensen min. 0,1 mm ruimte te zitten. Het moet mogelijk zijn om het plaatwerkdeel te ontvouwen, zonder dat de hoekaansluitingen overlappingen geven. De samenkomende buigzones moeten altijd op één punt eindigen, zodat de CAM-software een afronding kan maken
Goed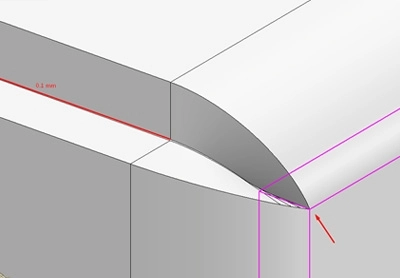
Fout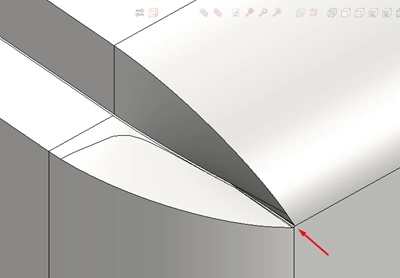
Toleranties bij cnc-kanten
Tenzij anders gevraagd produceren wij standaard onder de toleranties gesteld conform ISO 2768 - C (Grof). De maattoleranties zijn overzichtelijk per tolerantieklasse vastgelegd.
Bekijk gestelde afwijkingen per tolerantieklasse ISO 2768
Metaalunievoorwaarden
In alle gevallen waarin wij optreden als aanbieder of leverancier zijn op onze offertes, op opdrachten aan ons en op met ons gesloten overeenkomsten de METAALUNIEVOORWAARDEN van toepassing. De voorwaarden worden indien gewenst kosteloos toegezonden.