Radius zetten van plaatdelen
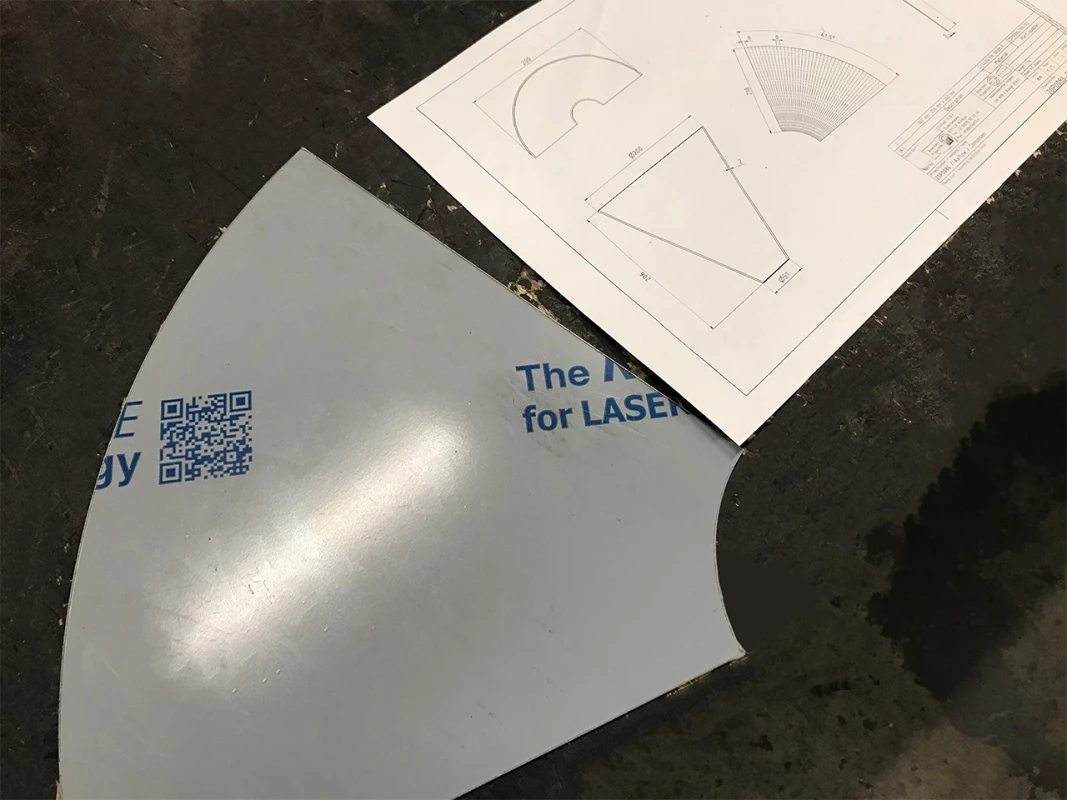
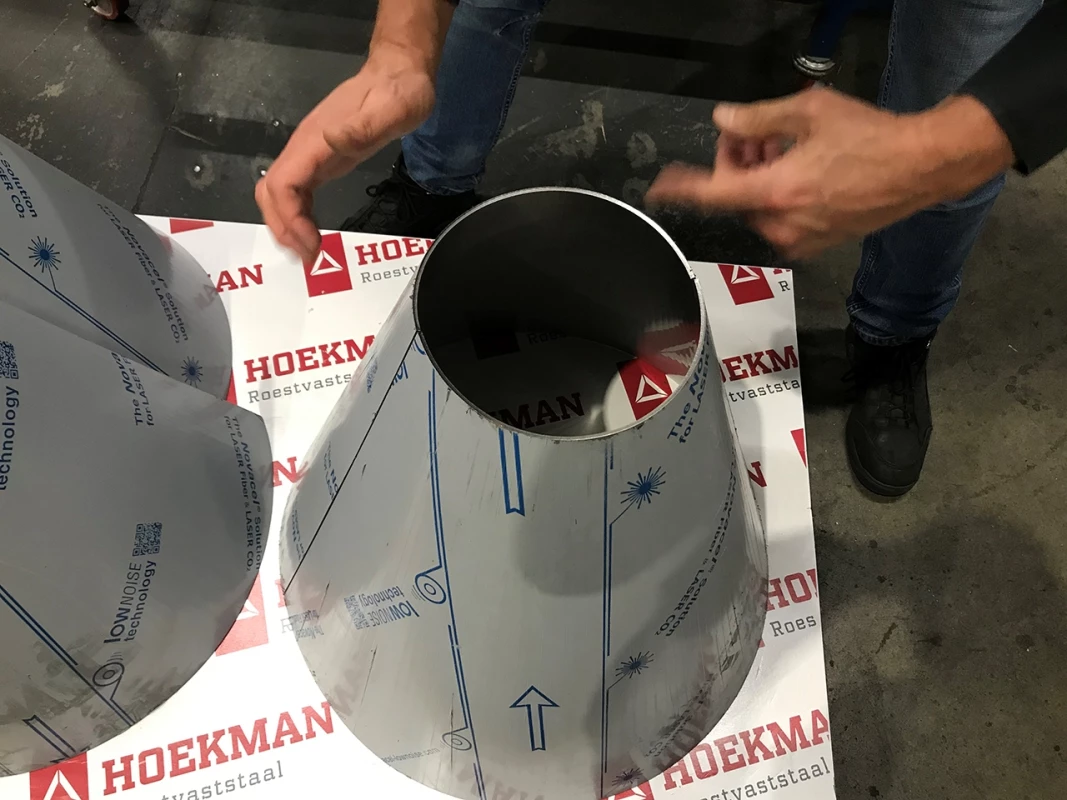
Eén van de manieren om een radius in een plaatdeel te krijgen, is door middel van de bewerkingstechnniek walsen. Soms is de gevraagde vorm te 'scherp' om met de platenwals te bereiken. Dan kan het een optie zijn om een grote radius of een conische vorm te realiseren door middel van stapzetten, ook wel radius zetten. Door meerdere deelzettingen achter elkaar te maken, wordt het vlakke deel langzaam in de gewenste vorm gebogen.
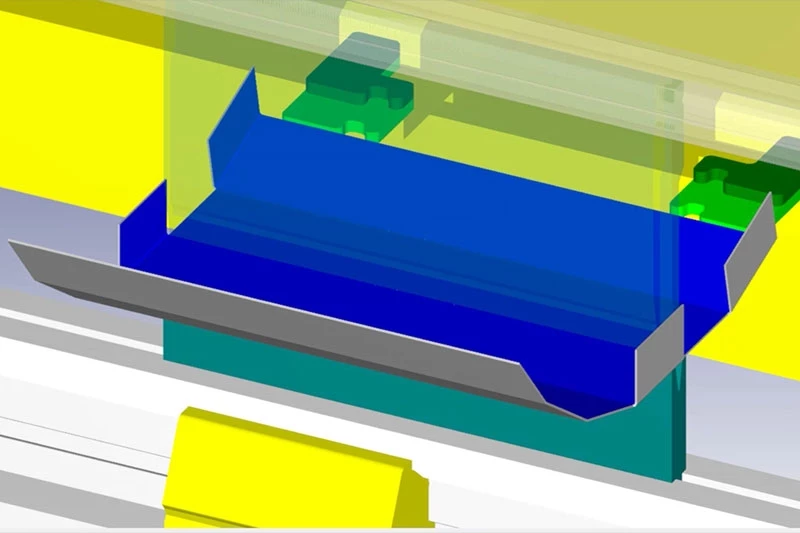
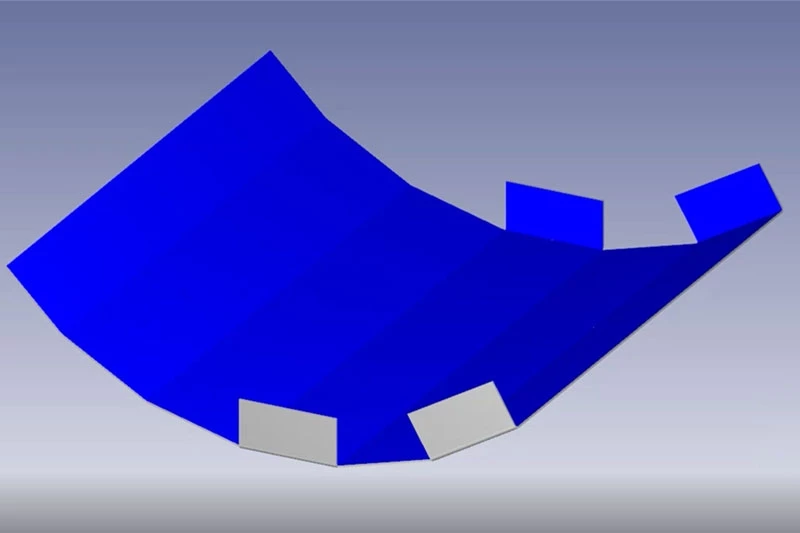
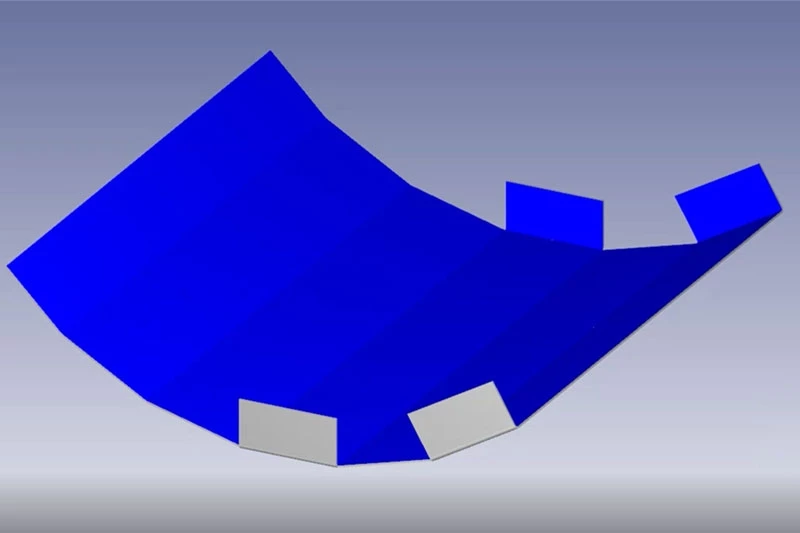
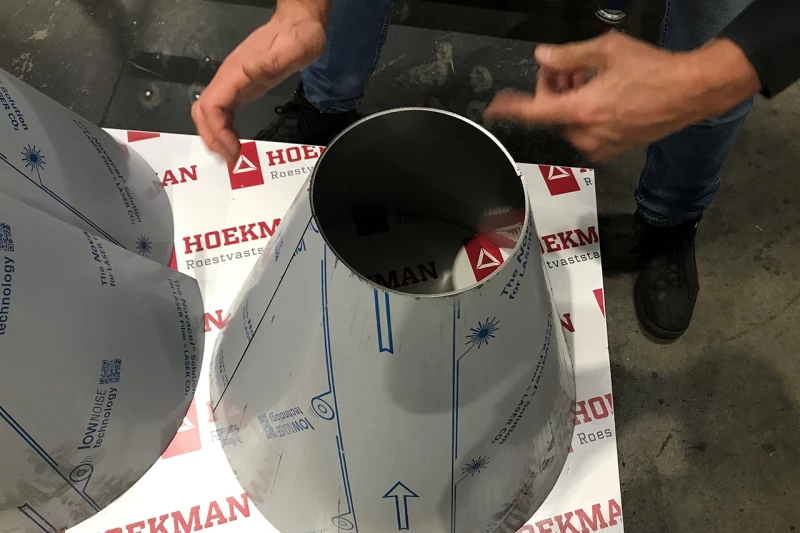
Conische vorm zetten
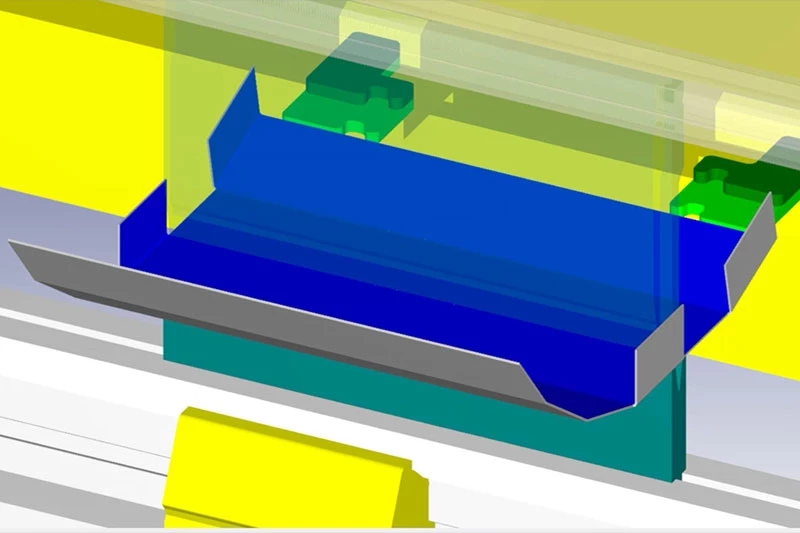
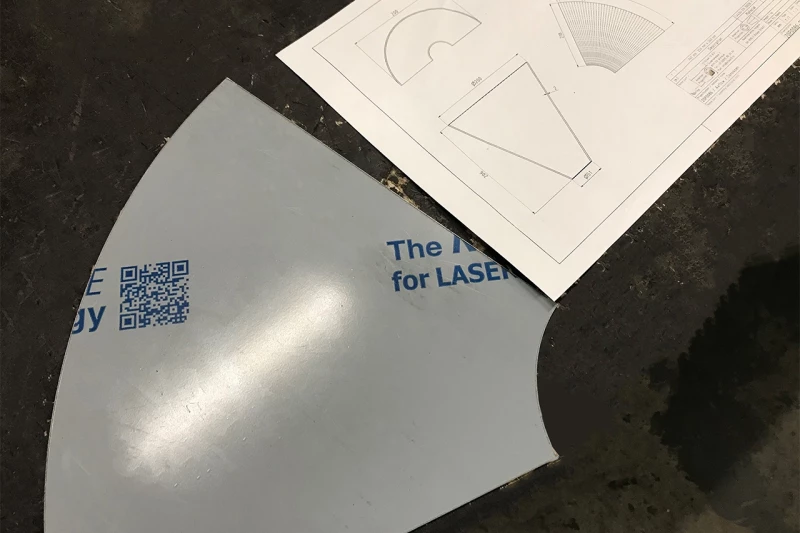
In dit voorbeeld maken we een plaatdeel met een conische vorm, een trechterdeel. In een conisch gezet plaatdeel is het belangrijk dat de zetlijnen elkaar niet overlappen in een punt. Hier dien je bij het tekenen van het plaatdeel al rekening mee te houden.
Minimaal benodigde flensbreedte voor radius zetten
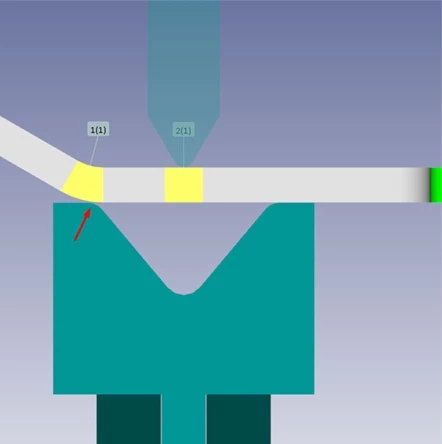
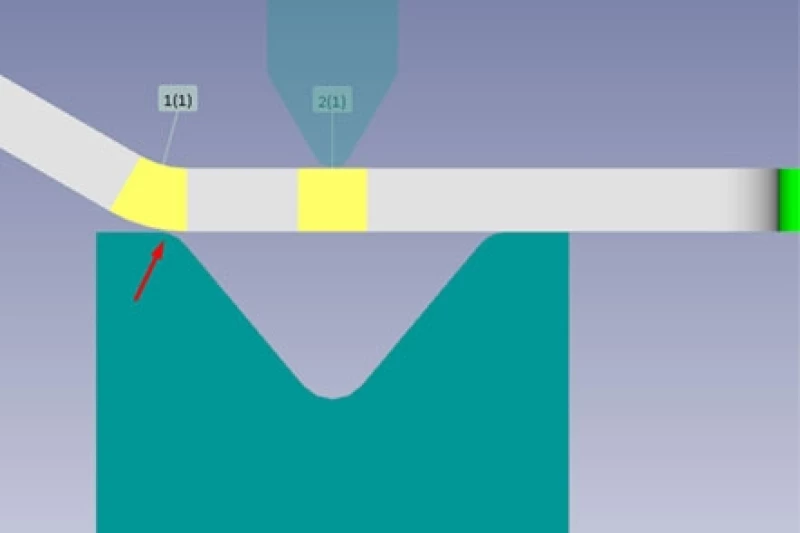
Bij radius zetten is een minimale flensbreedte benodigd. Dit is de afstand die minimaal tussen de zettingen aanwezig moet zijn. Als de zettingen namelijk te dicht bij elkaar zitten, ligt het eerder gezette materiaal al in de onderstempel, wat zorgt voor afwijkingen op de volgende zethoek. Deze minimale afstand verschilt per plaatdikte.

Minimale flenslengte per plaatdikte bij een zethoek van 90
º
| Materiaaldikte (mm) | Minimale flenslengte (mm) | Radius | ||||
| RVS 304 | RVS 316 | S235 | S355 | Alu | ||
| 1 | 4,5 | 1,7 | 1,3 | 1,1 | 1,1 | 1,6 |
| 1,5 | 6 | 2,2 | 2 | 1,3 | 1,6 | 1,3 |
| 2 | 7 | 2,8 | 2,6 | 2,2 | 2 | 2,4 |
| 2,5 | 10 | 3,4 | 3,2 | 2,6 | 2,5 | 2,8 |
| 3 | 14 | 5 | 5 | 4 | 3,5 | 5,2 |
| 4 | 14 | 5,7 | 4,9 | 4,3 | 3,7 | 3,9 |
| 5 | 20 | 7,4 | 6,9 | 6 | 5,7 | 5,9 |
| 6 | 25 | 8,7 | 8,2 | 8,2 | 7,1 | 7,7 |
| 8 | 28 | 11,3 | 11,7 | 7,5 | 9,5 | 7,2 |
| 10 | 34 | 12,1 | 11,5 | 7,6 | 11,1 | 10,9 |
| 12 | 50 | 15,6 | 14,8 | 16 | 14 | 10,4 |
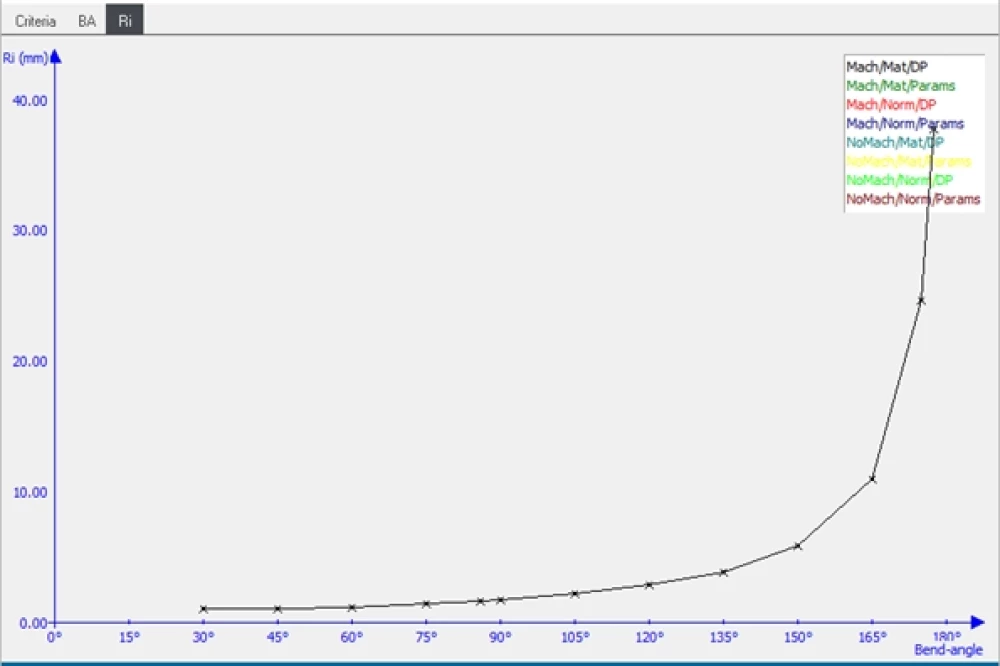
Welke radius moet ik tekenen voor een maakbaar product?
Door het buigen ontstaat aan de buitenzijde van de bocht rek en aan
de binnenzijde stuik. Door de rek wordt het materiaal langer en door de
stuik wordt het materiaal korter. Bij de overgang van rek naar stuik
wordt het materiaal niet langer en niet korter. Elke buiging heeft
afhankelijk van de buighoek, dikte en soort van het materiaal en
gebruikte gereedschappen een inwendige radius, Ri. Hoe kleiner de
gezette hoek, hoe kleiner de radius getekend kan worden. Vooral bij
producten met veel zettingen, zoals trechterdelen, is de getekende
radius van belang om goede overgangen tussen de zettingen te realiseren
en ervoor te waken dat er geen overlappingen in de buiglijnen zitten.
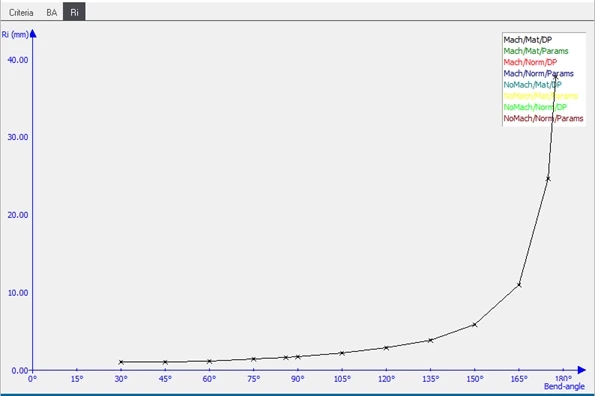
We stellen een handige radius tabel
beschikbaar. Door de gewenste hoek en plaatdikte in te vullen, zie je
direct welke inwendige radius je dient aan te houden in je tekening.
Het verloop van de inwendige radius, ten opzichte van de gezette hoek
Downloads