CNC-Kanten
Vier LVD Easy Form CNC-Kantbanken met geavanceerd hoekmeetsysteem voor een kwalitatief sterk product. Online bestellen van vlak plaatwerk naar een 3D product; binnen 30 minuten een offerte.

Vier LVD Easy Form CNC-Kantbanken met geavanceerd hoekmeetsysteem voor een kwalitatief sterk product. Online bestellen van vlak plaatwerk naar een 3D product; binnen 30 minuten een offerte.

Buigen en zetten tot max. plaatafmeting van 7000 mm x 2000 mm in RVS en aluminium. Onze engineers beoordelen je aanvraag om in bewerkingen, tijd en materiaalverbruik een optimaal halffabricaat te produceren.
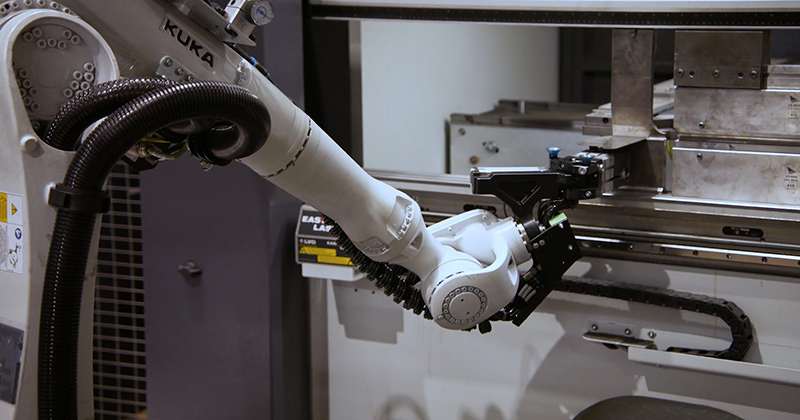
Seriewerk en onderdelen, tot 250 x 500 mm, met een terugkerend karakter kunnen goed door de robotkantbank worden gezet. Een robotkanter heeft een constante kwaliteit en is prijstechnisch interessant.